


W tym artykule opisano proces produkcji prostego zębatki i zębnika. Taki podnośnik może podnieść samochód lub inną ciężką rzecz. Projekt nie jest skomplikowany, wszystkie rozmiary są brane pod uwagę dostępnych materiałów.
Materiały i narzędzia wykorzystane przez autora
Lista materiałów:
- kawałek kanału (200);
- rura profilowa (kwadratowa, 40X20, grubość ścianki 2 mm);
- grubość taśmy stalowej 8 mm;
- śruby, nakrętki i inne małe rzeczy.
Lista narzędzi:
- spawarka;
- młynek;
- wiertarka lub wiertarka;
- klucze
Będziesz musiał przyciąć dwieście setną lub większą długość kanału wynoszącą 60 mm. Możliwe jest wykonanie takiej części ze stalowej taśmy.

Zaznaczamy otwory 20x40 na półkach kanału z tolerancją 2-4 mm dla rury profilowej 20x40.

Wytnij te otwory w jakikolwiek możliwy sposób.
Jeśli to konieczne, przetwarzaj z plikiem.


Rura profilowa 20x40 mm powinna swobodnie w nich przechodzić.

Bierzemy kawałek półcalowej rury wodnej o ścianach 2-3 mm. Jego długość powinna być większa niż szerokość części od kanału o 5-6 mm.


Spawamy rurkę do kanału.


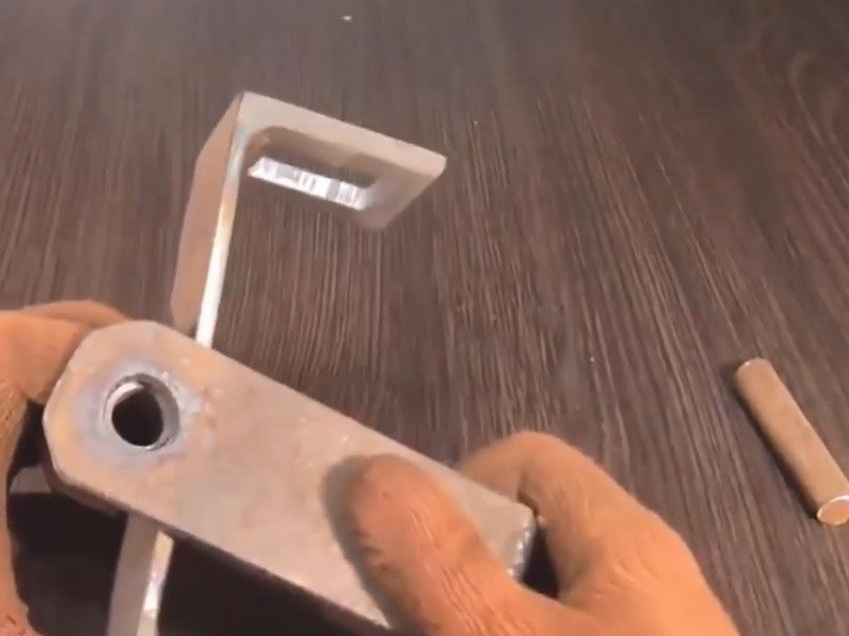
Teraz potrzebujesz paska o długości 500, szerokości 60-70, grubości 8-10 mm. Zaznacz pasek - na krawędziach powinien wynosić 200 lub nieco więcej, w środku powinien pozostać 65-70 mm.

Aby zgiąć pasek o tej grubości, musisz go przeciąć szlifierką o około połowie grubości, po czym łatwo zgnie się w imadle.



Wygięty pasek litery P wzdłuż wycięć jest gotowany dla uzyskania wytrzymałości.


Teraz należy wywiercić tę część lub wykonać otwory w inny sposób, na przykład wypalić palnikiem otwór o średnicy około 20 mm.



Otwory są gotowe. Teraz możemy zacząć montować nasz projekt. Wykonujemy oś z odpowiedniego okręgu, aby przejść do spawanej rury, może to być również kołek lub śruba o odpowiednim rozmiarze.


Ustawiamy i parzemy.
Właśnie to mamy.

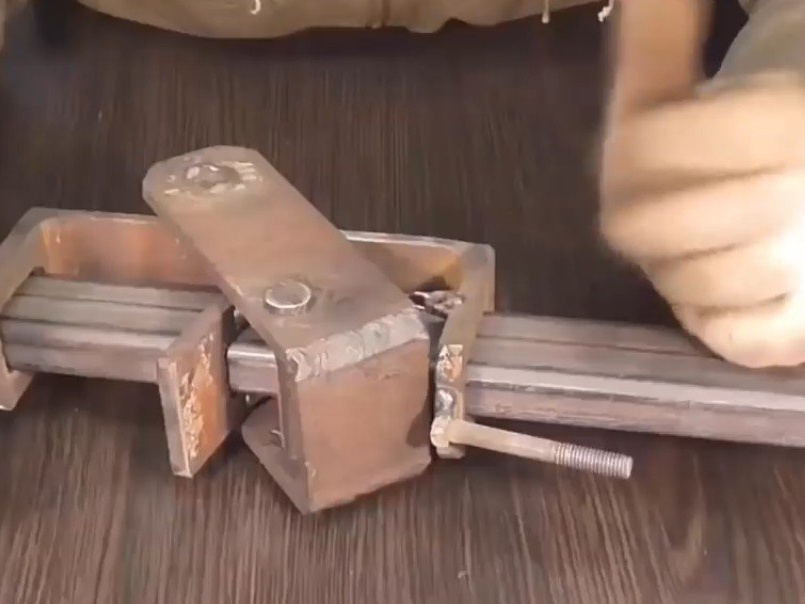
Teraz z tego samego paska o grubości 8-10 mm należy wykonać dwa zaciski. Zaznacz otwory na rurę profilową i wytnij ją.




W części w kształcie litery U wiercimy otwór o średnicy 12-14 mm.Wkładamy pręt do tych otworów i oparzymy.



Potrzebuję również 4 nakrętek na 6.

Są one potrzebne do zamocowania sprężyn. Spawamy 2 sztuki na uchwycie i 2 sztuki na kanale.





W drugim urządzeniu wiercimy otwór o średnicy 10 mm i wiercimy go w owalnym kształcie.




Do kanału spawamy 10 śrub.

Teraz konieczne jest wykonanie i przyspawanie nacisku na drugi zacisk.
Tutaj jest wykonany z kawałka grubościennej rurki.




Ostateczne dopasowanie.


Jack jest prawie gotowy.

Pozostaje tylko przyspawać dźwignię do części w kształcie litery U oraz do wspornika kanału lub półki w celu zamocowania haka lub platformy w celu podkreślenia podczas podnoszenia ciężkiego.
To wszystko. Powodzenia w pracy.