
W tym artykule autor kanału YouTube Bonn Factory pokaże szczegółowy proces tworzenia srebrnej bransoletki. zrób to sam. Postępując zgodnie z instrukcjami poniżej, możesz powtórzyć ten projekt, jeśli chcesz.

Zdecydowano wydrukować linki bransoletki na drukarce 3d, ponieważ do tej pory autor nie ma rolek i innych ręcznie wykonanych narzędzi jubilerskich.



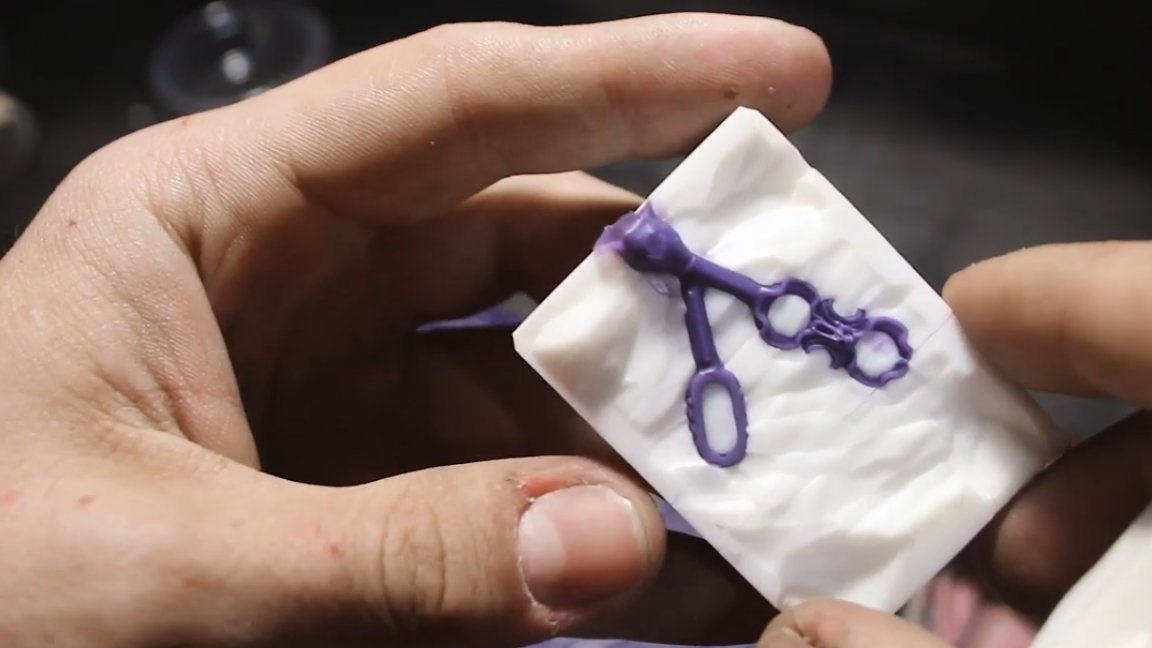
W takim przypadku nawet najprostsze srebrne pierścienie będą musiały zostać odlane, ale zanim coś wylejesz, musisz skopiować coś w wosku. Konieczne jest również wykonanie wystarczającej liczby linków. W przypadku tego ogniwa postanowiono podzielić na trzy logiczne części: 2 ogniwa do zamka, 2 główne ogniwa bransoletki i pozostały mały pierścień.


Następnie, zgodnie z wyuczonymi elementami logicznymi, otrzymujemy 3 formy silikonowe. Wszystko to jest konieczne, aby móc wygodniej i szybciej skopiować niezbędne elementy w potrzebnej ilości.
W niedalekiej przyszłości autor planuje przejście na wulkanizator, ponieważ jest to bardziej nowoczesna i profesjonalna metoda tworzenia form, ale na razie w dawnych czasach będziemy używać szalunku z tworzywa sztucznego, pistoletu do klejenia i dwuskładnikowego ciekłego silikonu.
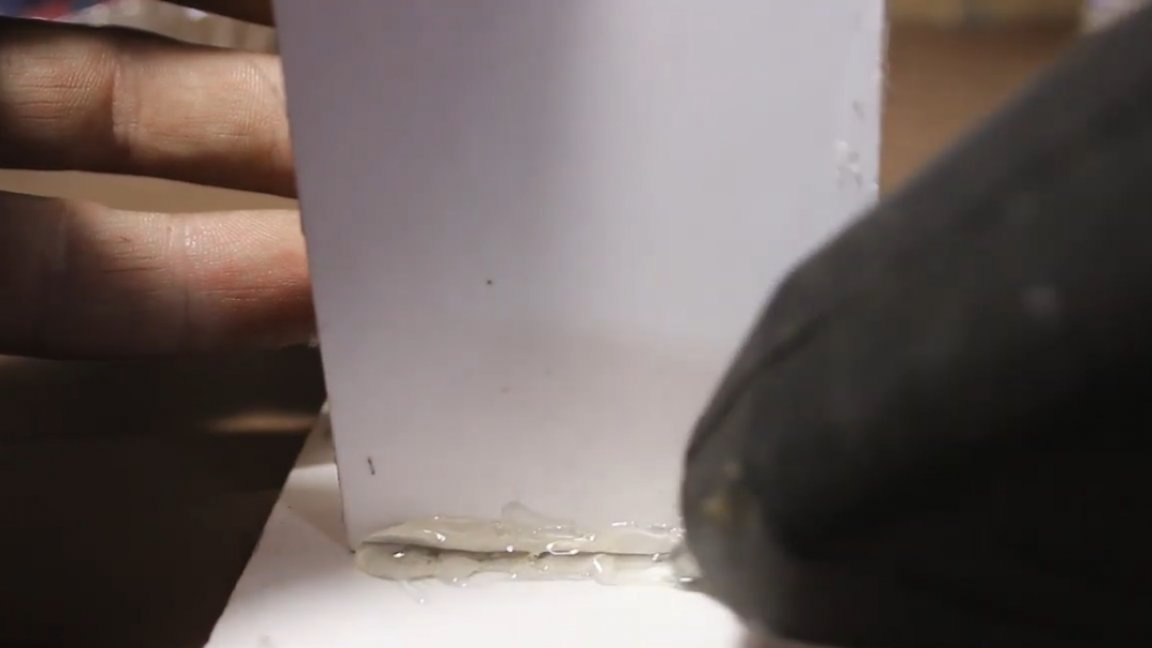
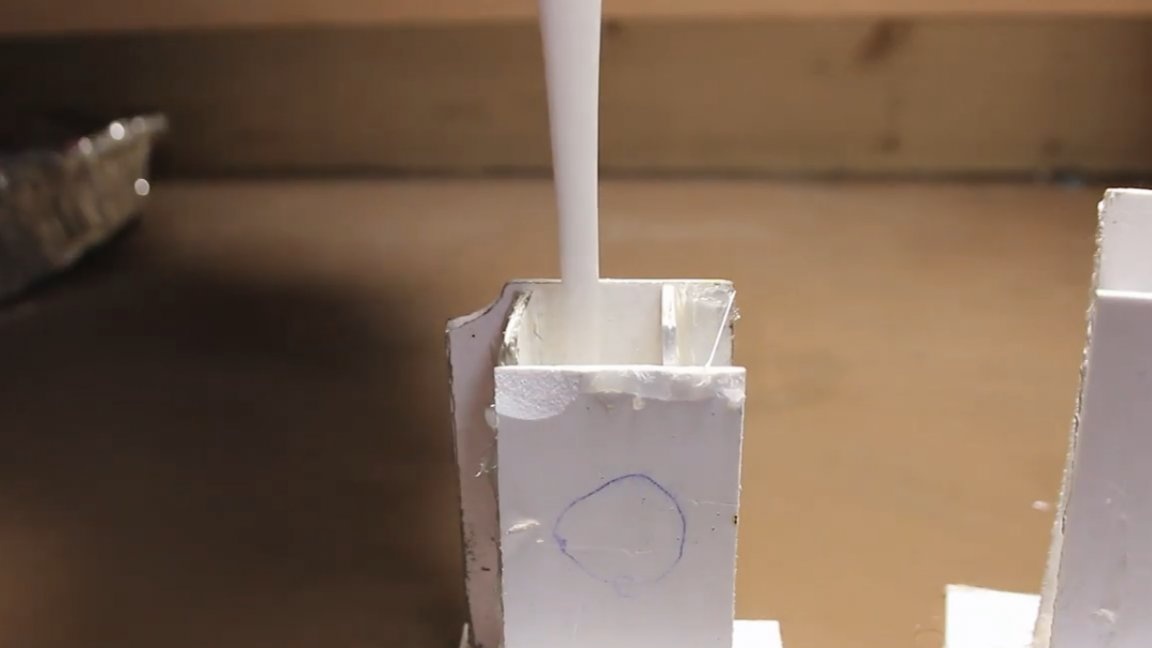
Aby uzyskać wysokiej jakości silikonową formę, silikon należy ewakuować przed wylaniem. Następnego dnia, gdy silikon całkowicie wyschnie, a silikonowa forma całkowicie stwardnieje, można usunąć szalunek. Następnie musisz bardzo ostrożnie wyciąć uzyskany kształt.


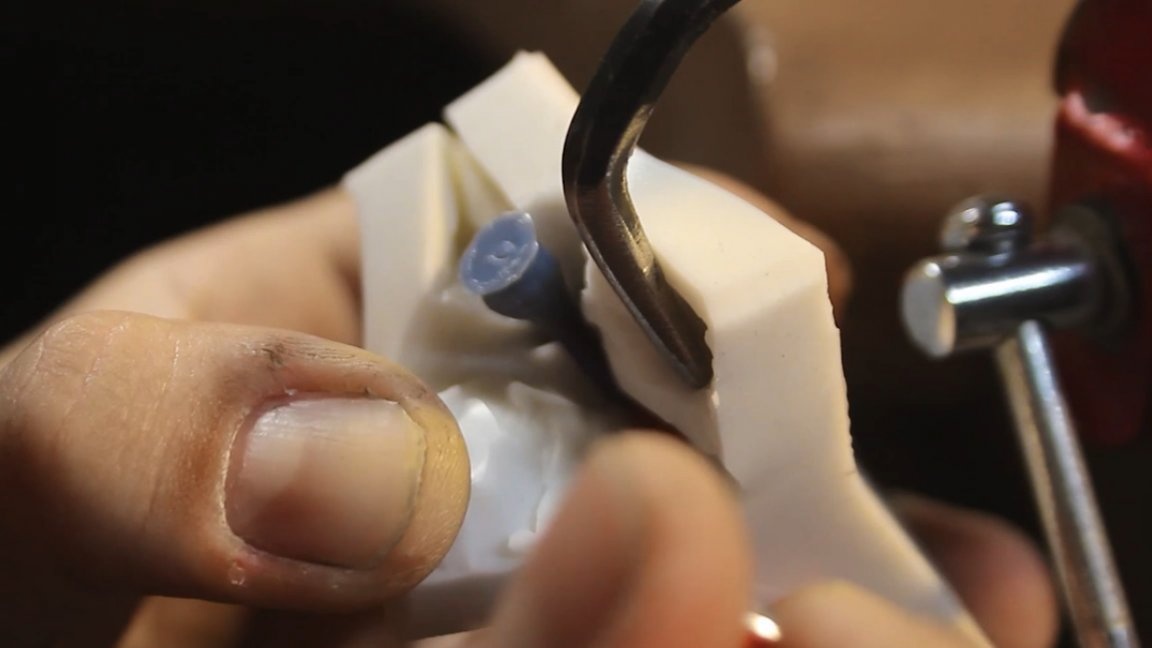




Ponadto w najbliższej przyszłości autor planuje zainstalować próżniowy wtryskiwacz wosku w swoim warsztacie, który od strony technicznej przeniesie go na nowy poziom. W międzyczasie umiejętność tę trzeba będzie rozwinąć za pomocą płytek i szklanej strzykawki.
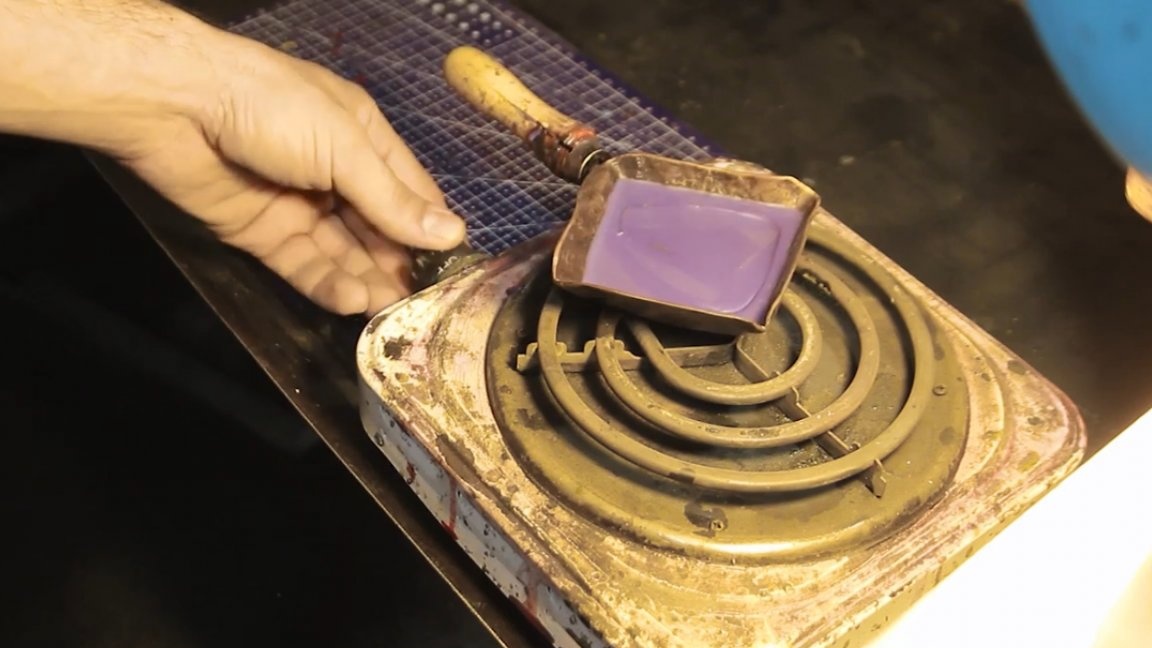

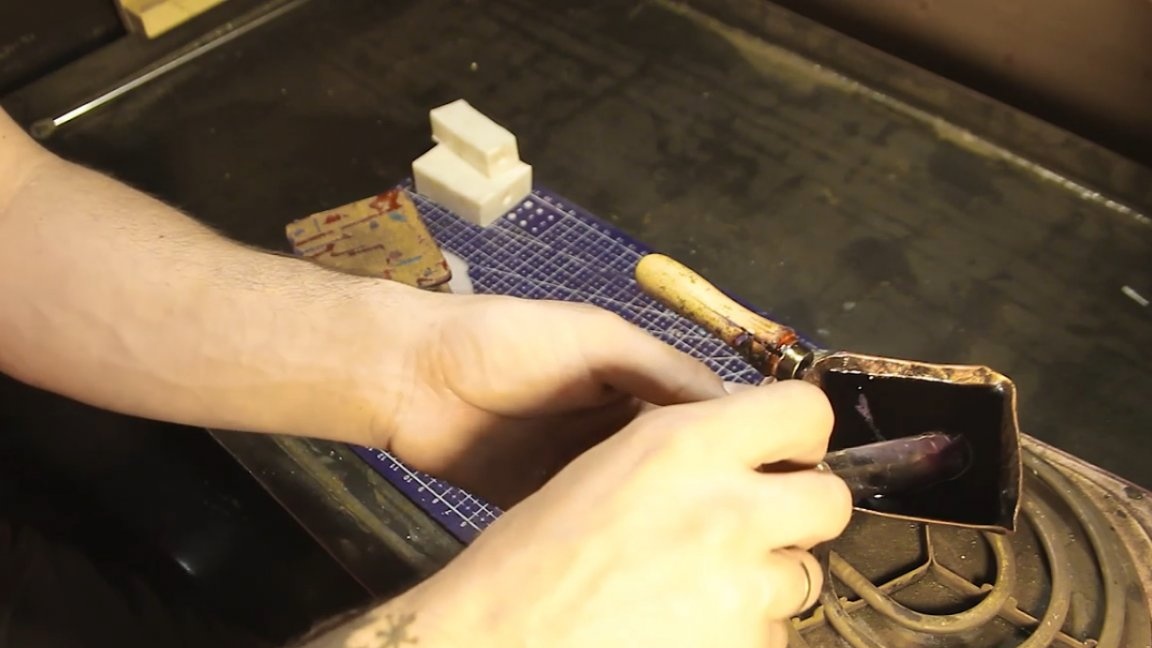

Nawiasem mówiąc, jeden z subskrybentów mistrza na YouTube udostępnił szklaną strzykawkę, która od dłuższego czasu pomaga tworzyć modele o różnym stopniu trudności, za co autor kanału Bonn Factory jest bardzo wdzięczny Andreyowi (tak nazywa się ten sam subskrybent) za ten pakiet.
Pod koniec tej części pracy autorowi udało się nawet wyregulować nacisk wosku i klamry formy, dzięki czemu zaczęto uzyskiwać woski raczej dobrej jakości przy minimalnym zadzioru.


Po zebraniu niezbędnej liczby części nadszedł czas, aby przygotować je do odlewania, a dokładniej, musimy zrobić woskową choinkę.




W praktyce stało się jasne, że choinkę lepiej zbierać od góry do dołu. W takim przypadku produkt nie blokuje dostępu do centralnej bramy. Niemniej jednak mistrz robi coś przeciwnego, moc nawyku i strachu przed nieznanym, dzieje się to równie wygodnie, ale zdarza się, jak kiedyś, myślę, że wielu zrozumie.
Tutaj właściwie nie musiałem długo czekać, niewielka kropla wosku spłynęła z żądła grzejnika i uderzyła bezpośrednio w część. W rezultacie małżeństwo dosłownie zniknęło.


Nasza choinka jest w pełni zmontowana, choć oczywiście nie jest najbardziej wyrównana, ale wciąż prawdziwa.


Ponadto mistrz nie jest przyzwyczajony do tworzenia części z marginesem, ponieważ mimo to dąży do wskaźników jakościowych, a nie do wskaźników ilościowych. Cóż, z wyjątkiem tego, że został stworzony dla jednego dodatkowego linku z obliczonej wartości, ponieważ trudno jest oszacować niezbędną długość bransoletki, ponieważ wcześniej nie musiał się z nimi jakoś obchodzić.
Poniżej przedstawiono proces formowania i kalcynacji. Tutaj wszystko idzie zgodnie ze standardową technologią procesu dla tej operacji. Najpierw musisz rozcieńczyć mieszaninę w następującej proporcji: na 100 gramów gipsu 38 ml czystej wody destylowanej. Aby nie przegapić momentu związania gipsu, należy to wszystko zrobić przy włączonym stoperze i wykonujemy formowanie przez siedem minut od momentu, gdy woda dostanie się do suchej mieszanki.

Srebro próby 925. napełniamy kolbą w temperaturze 980 stopni, której temperatura wynosi 500 stopni. Mistrz przeprowadził dobór temperatur empirycznie, próbował wypełnić przy różnych wskaźnikach temperatury i odpowiednio otrzymał różne wyniki.



Cóż, teraz wynik jest podobny do wyniku, nie ma porów, nie ma wycieków, żadnych innych wad odlewania - kolejna rzecz!
Teraz pozostaje tylko odgryźć powstałe elementy i przygotować je do lutowania, a nawet lutowania.






Warto również zauważyć, że aby wszystko dobrze się rozlało, system bramkowania powinien być wystarczająco masywny, aby schłodzić się wolniej niż wylane części, aby odżywić je swoją masą.


Dalszy montaż. Autor zaczął montować produkt, nie zastanawiając się nad kierunkiem asymetrycznych połączeń z twarzami, i oczywiście popsuł, ale zauważył to na czas i bezpiecznie to wszystko poprawił.



Podczas lutowania wszystko poszło gładko i zgodnie z planem, bez poważnych zapasów.



Po przetworzeniu miejsc przyczepności i czyszczenia produktu pozostaje tylko poczernić i dokończyć polerowanie.








To są rzeczy. To wszystko. Dziękuję za uwagę. Do zobaczenia wkrótce!
Wideo autora: