

W niektórych momentach, aby stworzyć określone projekty, możesz potrzebować określonych narzędzi lub maszyn. Na przykład, aby nadać rurze lub profilowi określony kształt, tj. istnieje potrzeba zmiany kształtu. Do takiego działania potrzebna jest maszyna, która pomoże poradzić sobie z tą pracą.
Tak więc autor kanału YouTube Yuri Serbin miał taką potrzebę. Dlatego na swoje potrzeby zmontował maszynę, która zgina rury profilowe. Konstrukcja tej giętarki do profili jest dość prosta w produkcji, trudność może być spowodowana jedynie potrzebą znalezienia tokarza w celu zmielenia niektórych szczegółów. Jeśli masz do dyspozycji tokarkę lub tokarkę, nie powinno być problemów z produkcją.
Narzędzie używane przez kreatora podczas pracy:
Spawarka
-USHM (bułgarski),
wiertarka,
- uchwyty magnetyczne.
Autor wziął większość materiałów potrzebnych do produkcji maszyny w swoim garaż. Wykorzystano stare rogi i inne kawałki żelaza. Na początek autor stanowi podstawę przyszłej giętarki do profili. Aby to zrobić, bierze dwa rogi o wymiarach 60 x 40 mm i łączy je ze sobą. Następnie, od rogu o wymiarach 35x35, wycina się elementy do stojaka na środkowy wałek, który wygina zgiętą część. Po jednej stronie każdego rogu wycina się jedną ścianę, tak aby przylegała ściśle do podstawy podczas spawania. Części te są osadzone na podstawie, sprawdzone pod kątem równości za pomocą narożnika i przyspawane.



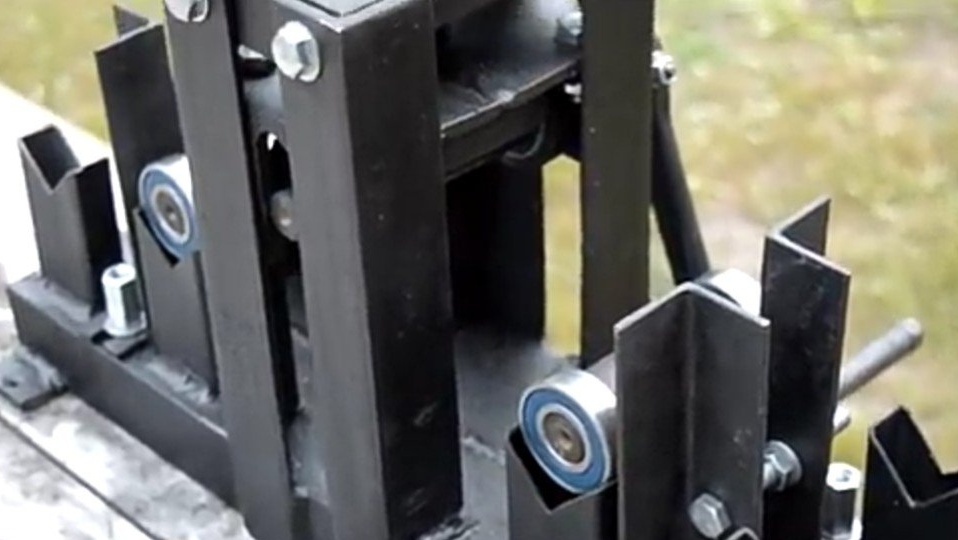
Następnym krokiem jest wykonanie platformy dla rolki skrętnej. Przeszły na nim dwa rogi o wymiarach 60x60, w ścianach których wykonano szczeliny, co zbiegło się z odległościami między zębatkami środkowego wałka. Te części są spawane. Następnie, również z narożników, dopasowując je do wewnętrznego rozmiaru słupków wsporczych, tworzona jest pokrywa, w środku której wiercony jest otwór na gwintowany pręt. Przyspawana jest do niej wysoka nakrętka. Następnie część jest wkładana do stojaków, tak aby jej krawędzie były równo z krawędziami narożników wspornika. Wiercone są otwory, w których nacina się nić.Za pomocą połączenia śrubowego części są łączone.












Nić jest gwintowana na dolnym końcu sworznia. Na tym końcu nakłada się nakrętkę i spawa. W drugiej nakrętce i na końcu kołka wykonany jest otwór przelotowy. W części, na której zostanie zamontowany wałek, wykonany jest otwór na kołek. Wsuwa się go, a na końcu, gdzie jest otwór, wkłada się nakrętkę. Zamek przechodzi przez otwory, aby nie odleciał. Przy takim połączeniu kołek obraca się i podnosi i obniża mechanizm mocujący maszyny.







Metalowy pręt jest pobierany, a półprodukty, na których będą montowane łożyska, są odcinane.
Ponadto za pomocą tokarki autor szlifuje końce rolek, aby łożyska się na nich zużyły. Wałek, który zostanie zainstalowany w środkowej części maszyny, ma bardziej wydłużoną część naziemną. Jest to konieczne, aby można było nałożyć uchwyt, który zasila maszynę. W przypadku łożysk zainstalowanych w tej samej części maszyny autor szlifuje osłony ochronne, które są przyspawane do części zaciskającej części.










Podpory wycięto z rury profilowej 20x40, ale zostaną zainstalowane rolki z łożyskami. Przekroje podobne do struktury jaskółczego ogona wykonane są w profilach. Takie części wymagają 8 sztuk. Są przyspawane do podstawy, po 4 sztuki z każdej strony. Zostaną na nich zainstalowane rolki, po których będzie poruszał się wygięty przedmiot. Pomiędzy tymi podporami są zainstalowane prowadnice wykonane z rogu. Nie będą przyspawane do podstawy, ale zostaną na niej zamontowane za pomocą śrub, aby można było regulować szerokość w zależności od wygiętego profilu. Następnym krokiem jest instalacja uchwytu i płyt montażowych. Płytki są niezbędne do sztywnego zamocowania maszyny do powierzchni, aby była stabilna podczas pracy.

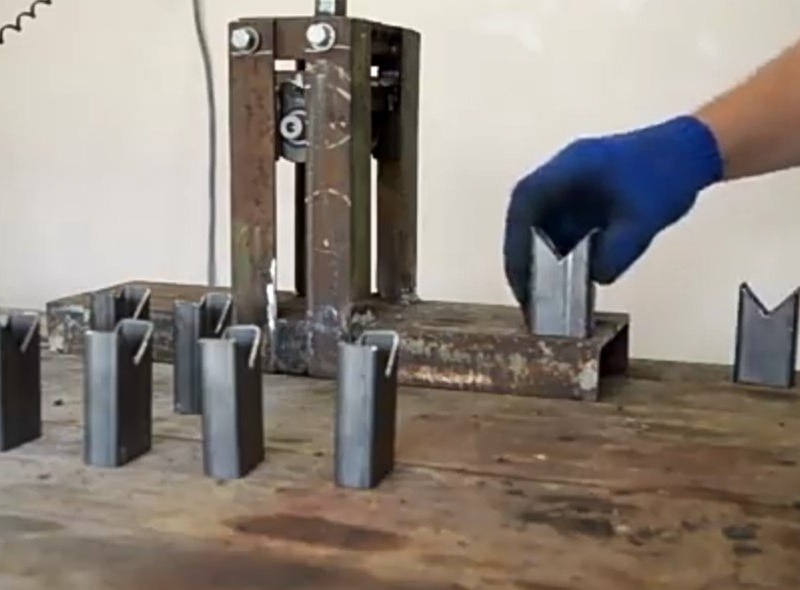










Ostatnim krokiem jest malowanie i testowanie wydajności.








Jak widać, maszyna pewnie radzi sobie ze swoim zadaniem.