Witajcie drodzy odwiedzający stronę. W tym artykule przedstawiono opcję produkcji generatora dla silnika zaburtowego Tohatsu M5 (5 KM). Specyfikacja silnika (między innymi) wskazuje:
- Generator - 12V ... (opcja).
Oznacza to, że jest (pod warunkiem) miejsce dla cewki generatora na silniku, a często sama cewka nie jest.
Teraz w turystyce wodnej, podróżach, wędkowaniu na małej łódce (tylko poduszka powietrzna) używane są wszelkiego rodzaju gadżety (latarki, telefony komórkowe, smartfony, nawigatory, echosondy itp.). Są zasilane z autonomicznych źródeł zasilania i często są to baterie. I trzeba je ładować bezpośrednio na drodze ... W tym celu zaleca się wyposażenie silnika zaburtowego w generator i powiązane akcesoria. Aby uzyskać żądane napięcie stałe na wyjściu.
Materiały i narzędzia do produkcji generatora:
- paski żelazka transformatorowego z transformatora płytowego 0,35 mm (ryc. 2)
- drut montażowy 0,5 mm2
- drut uzwojenia PETV-2 0,56 mm
- kambryjski
- 5 pinowe złącza (żeńskie i męskie)
- 4 śruby M5 z podkładkami i nakrętkami M5
- 1,5 mm włókno szklane (niespienione)
- pasek tkaniny lakierniczej
- Klej epoksydowy
- wiercić wiertłami
- pilnik do metalu
- nożyczki metalowe
- lutownica z lutem POS61, topnik, pinceta
- szmergiel, gogle
- imadło, młotek, zacisk
- linijka, skrobak, sztanga

Najpierw wycinamy półfabrykaty rdzenia z pasków żelazka transformatorowego nożyczkami jak na ryc. 3. Z naddatkiem na obróbkę.

Możesz sobie z tym poradzić na różne sposoby, pamiętaj tylko, że żelazko transformatora jest kruche i kruszy się ... Wcześniej wywierciłem wgłębienie na uzwojenie i 2 otwory podstawy Rys. 4.

Następnie, zaciskając w torbie między stalowymi płytami profilowymi (grubość 2 mm) ryc. 5, obrócił zespół na szmerglu.

I jak zwykle skończył pilnikiem, zaokrąglając rogi pod cewką cewki. Profil powinien być taki jak na rysunku Ryc. 6. Z tolerancją + 0,2 ... 0,4 mm.

Następnie przygotowanie półfabrykatów policzków cewki. Z płytki drukowanej jak na rysunku Rys. 7.

Następnie klejenie za pomocą kleju epoksydowego. Ponieważ moje płyty transformatorowe były już wstępnie lakierowane, klejenie odbywa się za pomocą cienkiej warstwy płynnego kleju. Klejenie (montaż) odbywa się za pomocą 2 śrub prowadzących M5.I musisz zapewnić, że płytki z transformatora nie przyklejają się do śrub. Możesz nasmarować śruby i nakrętki wazeliną i tym podobne. Po wyschnięciu żywicy epoksydowej (24 godziny) opakowanie (rdzeń) jest gotowe do zmiany rozmiaru (ryc. 8)

Możesz przykleić policzki żywicą epoksydową (lub przykleić Moment) i przymocować zacisk już bezpośrednio na rdzeniu.

Po wyschnięciu przyklejamy rdzeń między policzkami za pomocą kleju i owijamy przycięty pasek tkaniny lakierniczej 2 warstwami. I przyklej, aby się nie zrelaksować. Przylutuj koniec drutu uzwojenia PETV-2 do drutu montażowego. Zamykamy go za pomocą kambryka i nawijamy faktyczne uzwojenie 244 zwojów. Koniec jest również przylutowany do drutu montażowego. Zespół cewki pokazano na rysunku 10.

Standardowa cewka zapłonowa (dla porównania) pokazano na ryc. 9

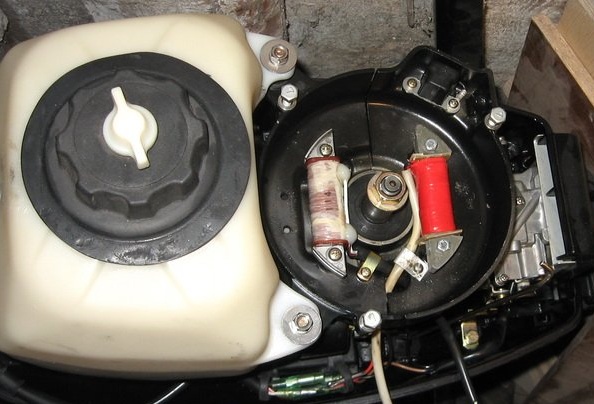
Rozpoznanie w miejscu instalacji cewki na silniku pokazano na zdjęciu IMG_41xx





Cewkę montujemy pod kołem zamachowym naprzeciwko standardu (zapłon), mocujemy 2 śrubami M5 (ryc. 12). Kładzimy cambric na drutach montażowych z cewki. I przylutuj do wtyczki, która jest zamontowana na bocznej ścianie palety.

Test przewijania z ręcznego nawijania pokazano na filmie.
Lampa zapala się nawet po przewijaniu przez roślinę. Podczas uruchamiania silnika bez ogranicznika napięcia i stabilizatora żarówka przepali się.
Ryc. 13 pokazuje pomiar testowy w beczce z wodą.