

Witam ponownie Nie tak dawno temu opracowałem instrukcje tworzenia grawera laserowego z płyty CD lub DVD-ROM. Pierwsza wersja grawera laserowego działał całkowicie, ale nie bez wielu problemów. Po pierwsze, użyłem sterownika silnika L9110S, tracąc w ten sposób możliwość korzystania z mikrokroka silnika, w wyniku czego rozdzielczość grawerowania była ograniczona. Wystąpił również problem z niezgodnością oprogramowania do grawerowania ze standardowymi programami do grawerowania. W drugiej wersji usunąłem wszystkie wady, a grawer zaczął spełniać standardy, a także przestrzegać kodów G. Podstawa pozostała taka sama; zmieniła się elektronika i oprogramowanie. I przedstawiam wam instrukcje dotyczące ponownego montażu poprzedniej lub stworzenia nowego grawera laserowego.
Potrzebujemy:
- DVD-ROM lub CD-ROM
- Sklejka o grubości 10 mm (można również użyć 6 mm)
- Wkręty do drewna 2,5 x 25 mm, 2,5 x 10 mm
- Arduino Uno (można użyć kompatybilnych płyt)
- Arduino CNC Shield v3
- Laser 1000 mW 405 nm Blueviolet
- Sterowniki silników krokowych A4988 z grzejnikami 2 szt.
- Zasilacz 5V (użyję starego, ale działającego zasilacza komputerowego)
- Tranzystor TIP120 lub TIP122
- Rezystor 2,2 kOhm, 0,25 W.
- przewody łączące
- Złącze 2,54 mm Dupont
- Eletrolobzik
- wiertarka
- Wiertła do drewna 2 mm, 3 mm, 4 mm
- Śruba 4 mm x 20 mm
- Nakrętki i podkładki 4 mm
- lutownica
- Lut, kalafonia
Krok 1 Montujemy obudowę, mechanikę i przygotowujemy zasilacz.
Tutaj robimy wszystko dokładnie tak, jak w pierwszym, drugim i trzecim kroku instrukcji „Grawer laserowy ze starej płyty DVD-Rom".
Czwarty krok można pominąć, ponieważ nie potrzebujemy joysticka. Wyślemy wszystkie polecenia przez terminal.
Krok 2 Przygotowanie silników.
O tym, jak usunąć silniki krokowe i wózki, które przeczytałeś w pierwszym artykule. Tak więc, ponieważ tam lutujemy przewody do silników. Złącza Dupon muszą być nitowane na drugim końcu przewodów:
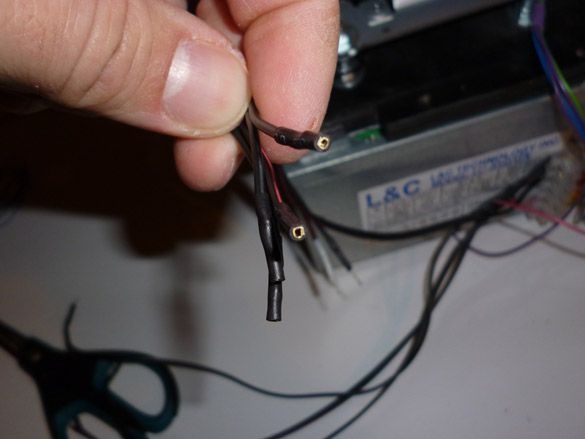
Jeśli tak, wygodnie jest użyć dla nich plastikowej skrzynki na czterech drutach. Jeśli nie, możesz, podobnie jak ja, po prostu nałożyć na każdy z drutów termokurczliwy element.
Krok 3 Odbieramy elektryka.
Mózg naszego grawera to Arduino Uno.

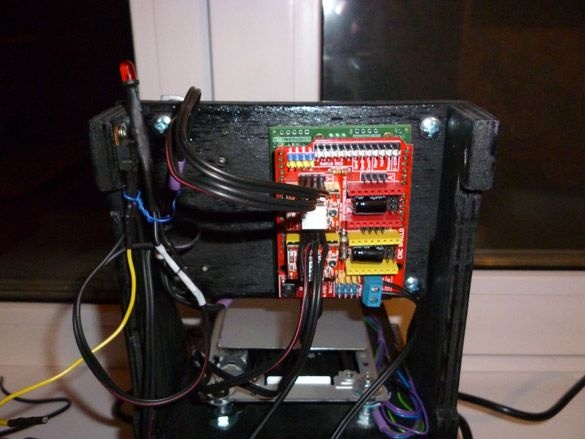
Zainstaluj go z tyłu grawera:

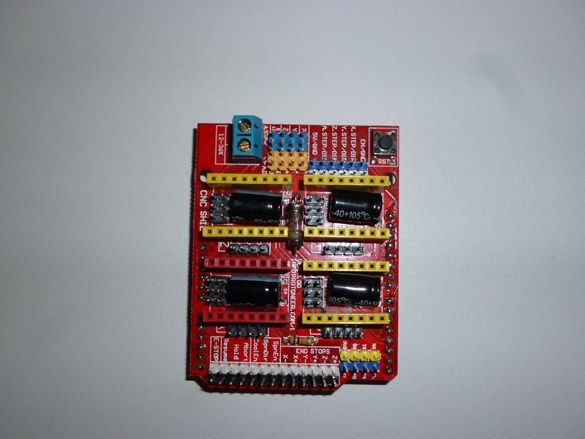
Jedną z najważniejszych części jest Arduino CNC Shield. Użyjemy trzeciej wersji tej karty rozszerzeń. Dzięki niej znacznie zmniejszymy liczbę drutów i ułatwimy montaż grawera:
A po drugiej stronie:

Umieszczamy Arduino CNC Shied v3 na Uno:

Zworki powinny być dołączone do karty rozszerzeń. Przed zainstalowaniem sterownika należy zainstalować zworki na osiach X i Y. Mianowicie, należy zainstalować zworki MS0, MS1 i MS2 na osiach X i Y.W ten sposób ustawimy microstep na 1 \ 16. W przypadku pomyłki w instrukcji na tej karcie rozszerzeń:
Wyświetl plik online:
Dravers wyglądają tak:
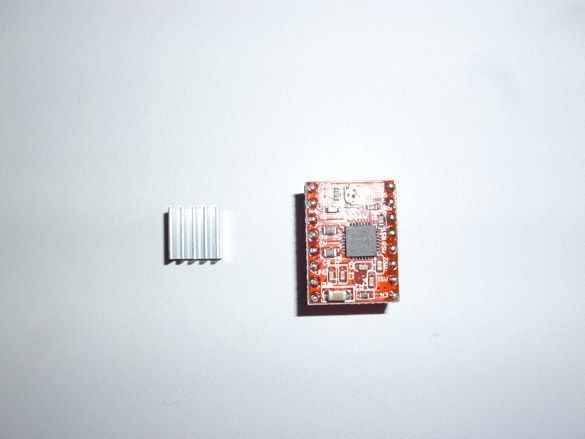
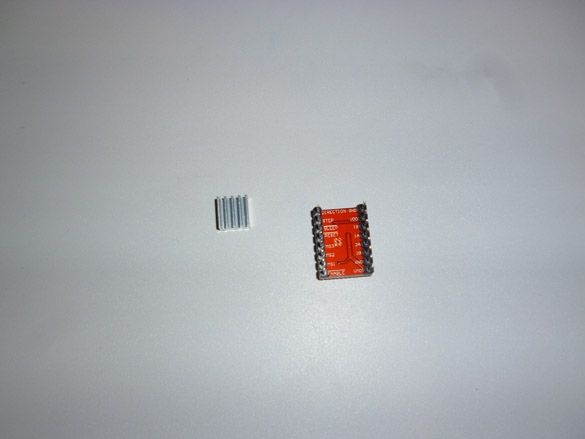
Najpierw zainstaluj grzejniki w sterowniku:
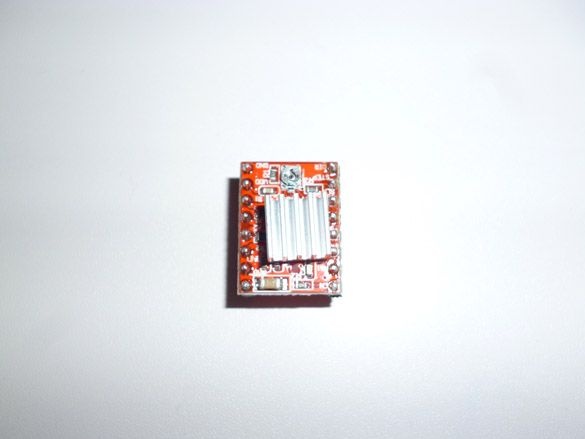
Następnie umieszczamy je na osiach X i Y. Zwróć uwagę na pozycję kierowcy. Ponieważ można go łatwo zainstalować, to nieprawda. Klawisz EN w sterowniku musi pasować do tego samego gniazda na karcie rozszerzeń:
Polecam natychmiastowy zakup zestawu składającego się z Arduino Uno, CNC Shield i sterowników A4988 z grzejnikami. Jest to tańsze i nie musisz czekać, aż pojawi się następny składnik.
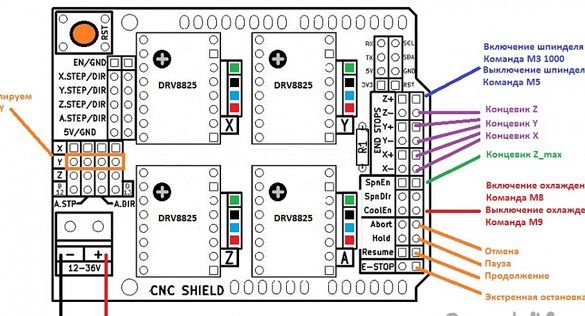
Gotowy laser, który kupiliśmy ze sterownikiem i chłodnicą, zużywa do 500 mA. Nie można go bezpośrednio podłączyć do Arduino. Aby rozwiązać ten problem, weź tranzystor TIP120 lub TIP122. Rezystor 2,2 km znajduje się w szczelinie między podstawą tranzystora a stykiem 11 Arduino. Na tarczy CNC ten pin jest oznaczony jako Z +. To nie jest literówka. Oto rzecz. Patrząc w przyszłość, powiem, że będziemy współpracować z oprogramowaniem GBRL 1.1. CNC Shield v3 został stworzony dla wcześniejszej wersji tego oprogramowania. W wersji GBRL 1.1 programiści postanowili powtórzyć numerację portów, dlatego też różni się ona od tego, co jest zapisane na płycie. Mianowicie wymienili Z + (D12) i Spn_EN (D11). Wrzeciono jest podłączone do D11, który jest portem PWM, do kontrolowania prędkości silnika lub mocy lasera w naszym przypadku. Obraz ze zmodyfikowanymi pinami:
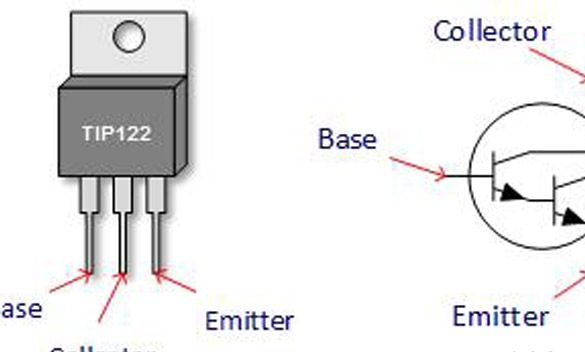
Podstawa - R 2,2 km - pin 11 Arduino (Z + CNC Sheild)
Kolektor - GND Laser (czarny drut)
Emiter - GND (wspólny zasilacz)
Laser +5 (czerwony przewód) - zasilacz +5
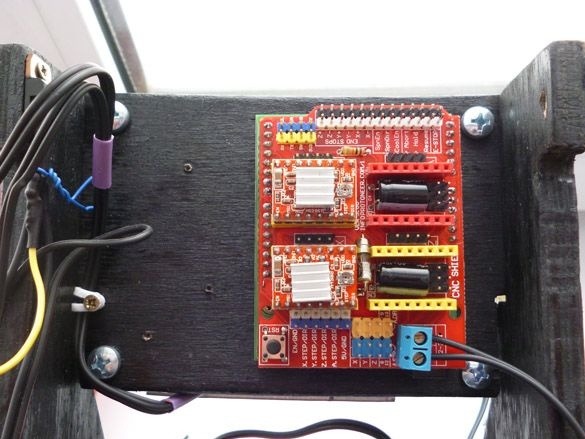
Obwód nie jest skomplikowany, więc lutujemy wszystko na wagę, izolując przewody i nogi tranzystora, transmitując go z tyłu, z boku

Konfigurowanie oprogramowania GBRL nie jest łatwym zadaniem, szczególnie dla początkujących. A za pomocą lasera, podobnie jak zapałki, dzieci nie są zabawkami. Nawet przy odbijanej wiązce oko może zostać poważnie uszkodzone. Dlatego polecam pracę z laserem tylko w goglach, a na czas testów i ustawień podłącz zwykłą diodę LED zamiast lasera. Kolor nie ma znaczenia. Po umieszczeniu odpowiedniego rezystora w szczelinie dodatniego drutu diody, zamiast lasera podłączamy diodę LED:

Okulary ochronne i dioda testowa zminimalizują przypadkowe problemy z grawerem.
Krok 4 Ustawienie ograniczenia prądu silnika.
Ustawienie natężenia prądu jest konieczne, aby zmniejszyć hałas podczas pracy przy dużych prądach, aby pozbyć się ścinania przy niskich prądach, a także aby zmniejszyć nagrzewanie się silnika krokowego.
Podłączamy przewód ujemny multimetru do styku GND i wciskamy przewód dodatni do korpusu rezystora strojenia sterownika. Przekręć rezystor strojenia małym śrubokrętem, mierząc napięcie Vref. Dlatego ustawiliśmy prawidłowy prąd dla naszego sterownika silnika krokowego.
Formuła Vref dla A4988 zależy od wartości zainstalowanych na nich rezystorów. Zwykle jest to R100.
Vref = Imax * 8 * (RS)
Imax - prąd silnika krokowego
RS jest rezystancją rezystora.
W naszym przypadku:
RS = 0,100.
Zalecana siła prądu silników krokowych wynosi 0,36 A. Ale wolę trochę zwiększyć.
Imax = 0,4
Vref = 0,5 * 8 * 0,100 = 0,32 V.
Krok 5 Wypełnij GBRL 1.1.
Najwygodniej jest napisać gotowy plik oprogramowania HEX do Arduino Uno.
Aby to zrobić, potrzebujesz programu XLoader:
Uruchom program. Wybierz poprzednio pobrany plik HEX. Poniżej wybieramy nasz kontroler z listy, a mianowicie Uno (ATmega328). Następnie wybierz port COM, do którego podłączony jest Arduino. Ustawiamy prędkość na 115200 i kliknij Prześlij. Po czekaniu na wypełnienie możesz przejść do weryfikacji i konfiguracji.
Krok 6 Ustawienia.
Parametry zawarte w oprogramowaniu różnią się od parametrów naszej maszyny. Okno konfiguracji służy do konfiguracji. Możesz użyć dowolnego, który ci się podoba. Wolę Arduino IDE. Pobierz go z oficjalnej strony projektu:
https://www.arduino.cc/en/Main/Software
Nie są wymagane żadne biblioteki, potrzebujemy tylko terminala z Arduino IDE. W zakładce Narzędzia wybierz naszą tablicę - Arduino Uno, a następnie wybierz port COM, do którego jest podłączony. Następnie uruchom terminal znajdujący się w zakładce Narzędzia - Monitor portów. W oknie terminala ustaw parametr CR (powrót karetki) i prędkość 115200 bodów.Powinien pojawić się następujący wiersz:
Grbl 1.1f ['$' o pomoc] Jeśli ją widziałeś, oprogramowanie układowe zakończyło się pomyślnie i możesz przejść do konfiguracji. Tak więc używamy silników krokowych z napędów DVD lub CD. Są one określane jako PL15S020 lub zgodne z tym:
Wyświetl plik online:
Aby wyświetlić bieżące ustawienia oprogramowania układowego, wprowadź:
$$Ten silnik ma 20 kroków na obrót. Skok śruby to odległość, jaką karetka pokonuje w jednym obrocie, w naszym przypadku 3 mm. Obliczamy liczbę kroków na 1 mm: 20/3 = 6.6666666666667 kroków na 1 mm. W sterownikach a4988 zainstalowaliśmy Microstep 16. Dlatego 6.66666666666666767 * 16 = 106,67 kroków na 1 mm. Zapisujemy te dane w oprogramowaniu układowym. Aby to zrobić, w oknie terminala wpisz:
$100=106,67
$101=106,67
$102=106,67Ostatni parametr jest opcjonalny, dotyczy osi Z, ale bardziej zrozumiałe niż przeglądanie parametrów. Następnie włącz tryb laserowy za pomocą polecenia:
$32=1Ustaw maksymalną moc lasera na 255:
$30=255Aby przetestować laser (lepiej najpierw podłączyć diodę LED), wprowadź polecenie:
M3 S255Wyłącz laser za pomocą polecenia:
M5Następnie ustawiamy maksymalny rozmiar nagrywania. Dla naszego grawera jest to 38 x 38 mm:
$130=38.000
$131=38.000
$132=38.000Ponownie ostatni parametr jest opcjonalny; dotyczy osi Z.
Rozkładam parametry robocze naszego grawera, abyś mógł porównać:
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=255
$31=0
$32=1
$100=106.667
$101=106.667
$102=106.667
$110=500.000
$111=500.000
$112=500.000
$120=10.000
$121=10.000
$122=10.000
$130=38.000
$131=38.000
$132=38.000Krok 7 Przygotuj obraz.
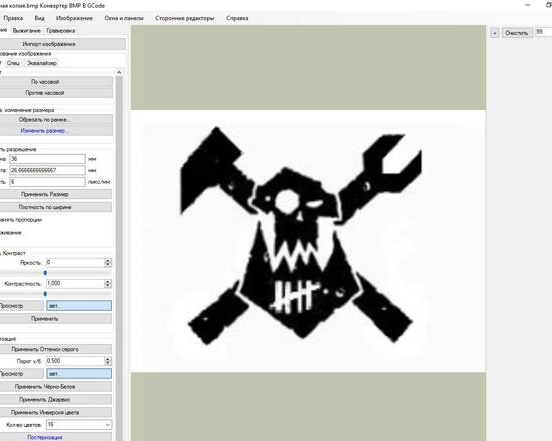
Aby nagrać coś, musisz przygotować wybrane zdjęcie, a mianowicie przetłumaczyć je na kod G. W tym celu wykorzystamy program CHPU:
Pobierz i oderwij program. Kliknij „Importuj obraz” i wybierz swoje zdjęcie. W sekcji „Zmień rozdzielczość” ustaw „Szerokość” i „Wysokość” na maksymalnie 38 mm. „Gęstość” można wypróbować inaczej, moim zdaniem optymalna to 6:
Przejdź do zakładki „Nagraj”. Wybierz „WŁ. Na czarno”. W sekcji „Polecenia wstępne” powinny znajdować się następujące wpisy, bez wyjaśnienia w nawiasach:
%
G71
S255 (Moc lasera do maksimum)
G0 F200 (prędkość na biegu jałowym)
G1 F100 (prędkość spalania)
(Prędkość spalania F)Możesz wypróbować różne prędkości nagrywania. W przypadku tworzywa sztucznego wystarczy F100; w przypadku drewna może być potrzebne mniej. Kliknij „Zapisz kod G” i określ miejsce przechowywania. Ważne! Rozdzielczość powinna wybrać „.nc”.
Krok 8 Nagrywanie.
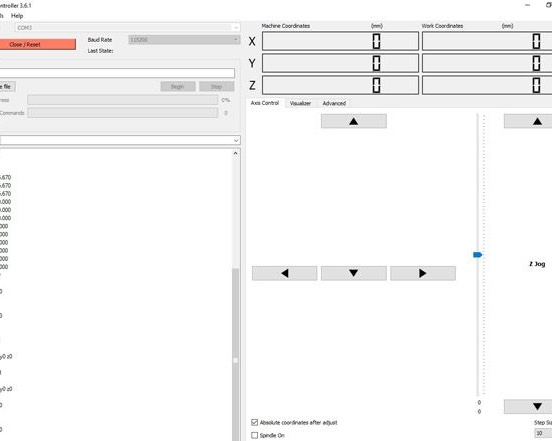
Aby nagrać i kontrolować grawer, użyjemy programu GrblController:
Pobierz i zainstaluj. Kliknij „Otwórz”. Po sprawdzeniu, że wszystko działa, używając strzałek i polecenia włączenia lasera, wybierz zapisany plik i wyślij go do nagrania, naciskając „Rozpocznij”:
Grawer wideo:
